

41132400 UIC-Schaltservoverstärker-Baugruppe, Maschinentyp: 6241 VCD, 6241D-Servoverstärker


Einstellung der Schaltservoverstärkerbaugruppe
Der 2596C ist mit einer unabhängigen Servoantriebsverstärkerbaugruppe ausgestattet. Die Funktion der Servoverstärkerbaugruppen besteht darin, den Sequenzerkettenmotor anzutreiben.
Die Servoverstärkerbaugruppe befindet sich in einem separaten Metallgehäuse. Um Zugang zur Servoverstärkerbaugruppe zu erhalten, müssen die Metallgehäuseabdeckungen entfernt werden.
Die Sequenzerkette wird direkt von der Kettenantriebs-Steuerplatine gesteuert, die sich in Steckplatz drei der I/O-Box befindet.
Die Servoverstärkerbaugruppe wird im Werk eingerichtet. Wenn ein Austausch der Servoverstärkerbaugruppe erforderlich ist, verwenden Sie das folgende Verfahren, um die Austauschbaugruppe anzupassen.
Passen Sie die Servoverstärkerbaugruppe nicht an, um den Servomotor zu beschleunigen. Die Servoverstärkerbaugruppe wird mithilfe eines Oszilloskops auf optimale Leistung eingestellt. Eine andere als die empfohlene Einstellung der Servoverstärkerbaugruppe kann zu einem Maschinenausfall oder einem Verlust des Maschinentimings führen .
Der Zweck der folgenden Verfahren besteht darin, die Betriebsleistung des Servoantriebssystems zu optimieren.
Die Geschwindigkeitsbefehlseinstellung (CMD-Potentiometer) ist erforderlich, um die Geschwindigkeitsbefehlsspannung zu skalieren. Diese Einstellung skaliert die Referenz-CMD-Spannung auf die Rückkopplungsspannung des Drehzahlmessers (TACH) für ein bestimmtes Bewegungsprofil .
TECHNISCHE VERÖFFENTLICHUNGEN
Die Verzögerungskompensationseinstellung (LAG-Potentiometer) stellt den richtigen Wert ein
Dämpfungseigenschaften des geschlossenen Bewegungsprofils.
Die Offset-Einstellung (OFF-Potentiometer) gleicht kleine Spannungsoffsets aus, um die Nullposition beizubehalten.
Um die Baugruppe Schaltservoverstärker einzustellen, gehen Sie wie folgt vor.
4a. Drehen Sie das LAG-Potentiometer gegen den Uhrzeigersinn, bis ein deutliches Knurren vom Antriebsmotor zu hören ist.
4b. Drehen Sie das LAG-Potentiometer im Uhrzeigersinn, bis das knurrende Geräusch gerade aufhört.
4c. Drehen Sie das LAG-Potentiometer weitere zwei Umdrehungen im Uhrzeigersinn.
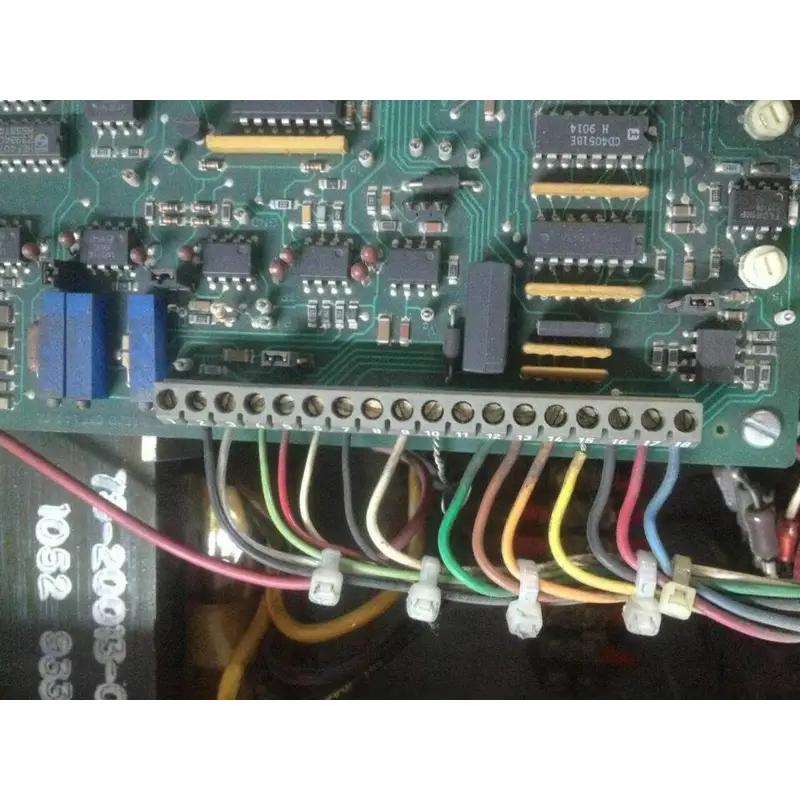
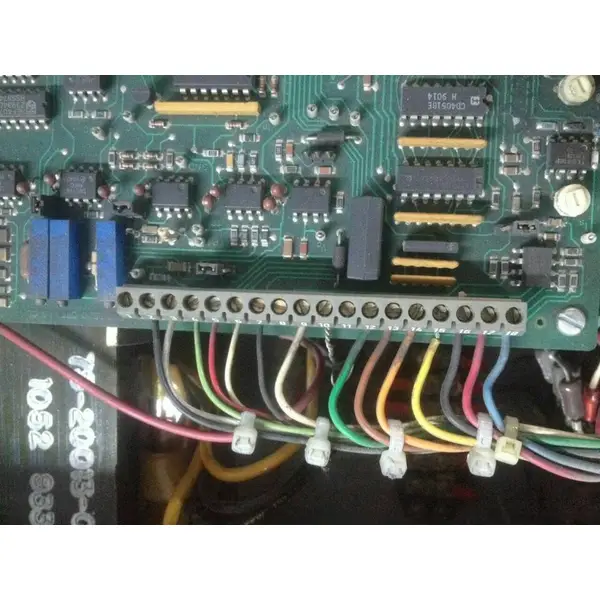
5a. Verbinden Sie das Erdungskabel des Multimeters wie gezeigt mit TP1-10 am Klemmenblock.
5b. Verbinden Sie die Plusleitung des Multimeters mit dem Testpunkt Vc.
5c. Stellen Sie das Offset-Potentiometer (OFF) so ein, dass der Messwert möglichst nahe bei 0 VDC liegt.
6b. Lassen Sie die Maschine 60 Sekunden lang laufen und notieren Sie dann den neuen Zykluszählerstand .
6c. Subtrahieren Sie den ersten Messwert vom neuen Messwert, um die Zyklen pro Minute zu ermitteln.
6d. Passen Sie das Befehlspotentiometer (CMD) nach Bedarf an und wiederholen Sie die Schritte 6a bis 6c, um die richtige Geschwindigkeit basierend auf den folgenden Maschinenkonfigurationen zu erreichen.
Maschine mit erweitertem Bereichsprüfer – 375 Zyklen pro Minute
Maschine ohne Prüfgerät – 417 Zyklen pro Minute